
El Moldeo por Inyección de Metal, o Metal Injection Molding (MIM) en inglés, es un proceso de fabricación de componentes que se ha vuelto cada vez más popular en una amplia gama de industrias, desde la automotriz hasta la electrónica y la médica. Combina la versatilidad de la tecnología de moldeo por inyección con la capacidad para producir componentes metálicos de pequeño tamaño y elevada precisión y complejidad. ¿Pero cómo funciona exactamente este proceso?
Etapas del proceso Moldeo por Inyección de Metal (MIM)
El proceso MIM consta de varias etapas clave, desde la formulación de la materia prima hasta la sinterización final de la pieza. Veamos cada una de estas etapas en detalle:
1. Diseño y fabricación del molde
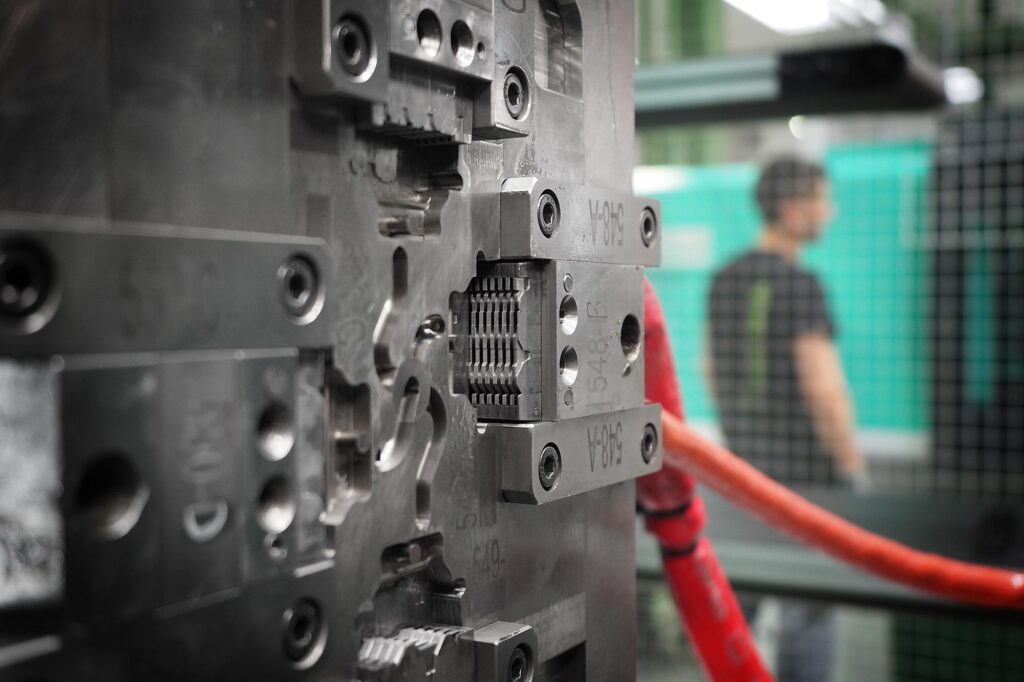
Molde colocado en inyectora, preparado para el proceso MIM
Esta primera etapa es una de las más críticas de todo el proceso. El diseño en sí mismo implica una serie de consideraciones, desde la geometría de la pieza, las tolerancias y la manufacturabilidad hasta las propiedades mecánicas y la funcionalidad de la misma. Se deben tener en cuenta multitud de factores para evitar defectos a posteriori, y es necesario aplicar un factor de corrección en el diseño y fabricación del mismo que viene definido por el material a emplear. La atención a los detalles es fundamental para el éxito del proceso y la calidad de las piezas finales.
2. Formulación de la Mezcla de Polvo y Aglutinante
El siguiente paso en el proceso MIM es la selección del material base. Este material se obtiene creando una mezcla de polvo metálico fino y un aglutinante termoplástico. El polvo metálico puede consistir en una variedad de metales, como acero inoxidable, titanio, cobre, níquel, entre otros. El aglutinante es un sistema ligante con varios componentes (polímeros y otras sustancias quimicas) que se utiliza para unir las partículas de polvo y proporcionar la cohesión necesaria para el proceso de moldeo por inyección.
3. Mezclado y Granulación
Una vez que se ha formulado la mezcla de polvo y aglutinante, se mezcla en un proceso similar al utilizado en la fabricación de plásticos por extrusión. Esta mezcla se granula para crear un material alimentable uniforme que se pueda utilizar en el proceso de moldeo por inyección.
4. Moldeo por Inyección

Piezas salidas de la inyectora MIM
El siguiente paso implica la alimentación de la mezcla de polvo y aglutinante en una máquina de moldeo por inyección, similar a las utilizadas en la fabricación de piezas de plástico. En esta etapa, el material (feedstock) se va calentando progresivamente en el husillo de forma que, cuando sale por la boquilla, el ligante está en estado líquido. El material en su conjunto (ligante + polvo metálico), convertido en una una masa blanda, permite su conformación en un molde con la forma deseada.
5. Desaglutinación o Desligado
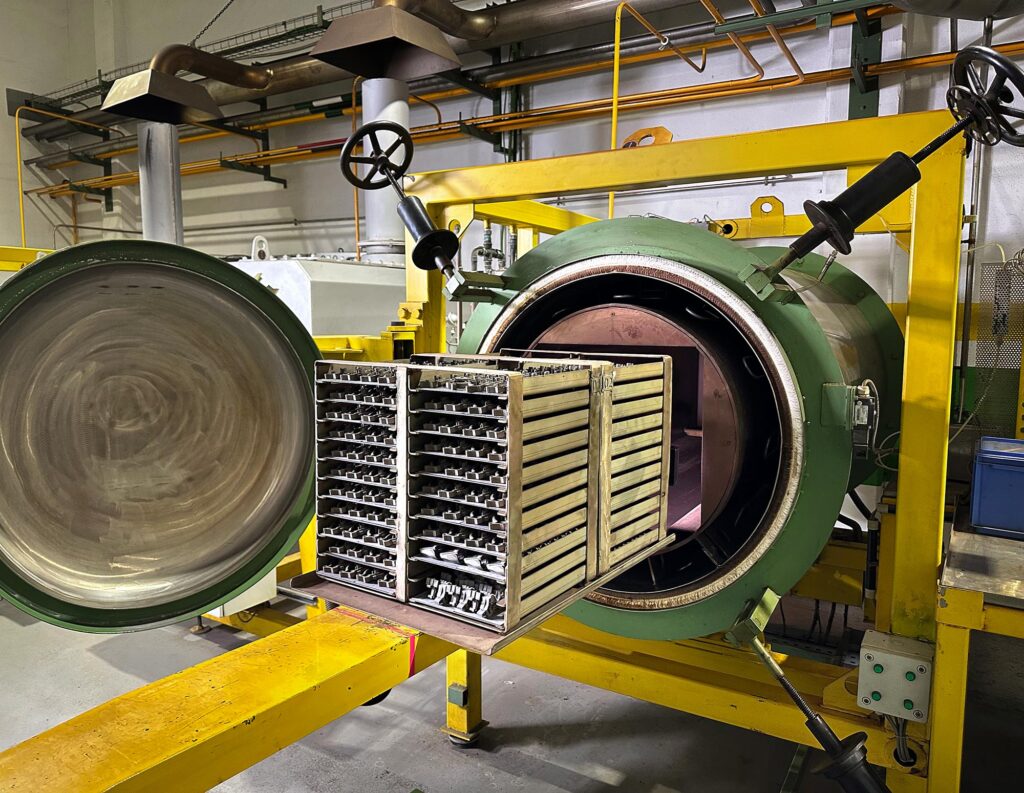
Instalación de desligado en Alfa MIMtech
Una vez que la pieza moldeada ha sido retirada del molde, pasa por un proceso para eliminar el aglutinante. Este proceso se puede hacer de 3 formas diferentes: eliminación catalítica (reacción química entre un agente ácido y el componente principal del sistema ligante), eliminación por disolventes o eliminación exclusivamente térmica. Cada uno de estos tipos de eliminación requere de un equipamiento específico y es un proceso altamente especializado. El resultado final del desligado es una «preforma» de polvo metálico mínimamente cohesionado para conservar la geometría del componente.
6. Sinterización
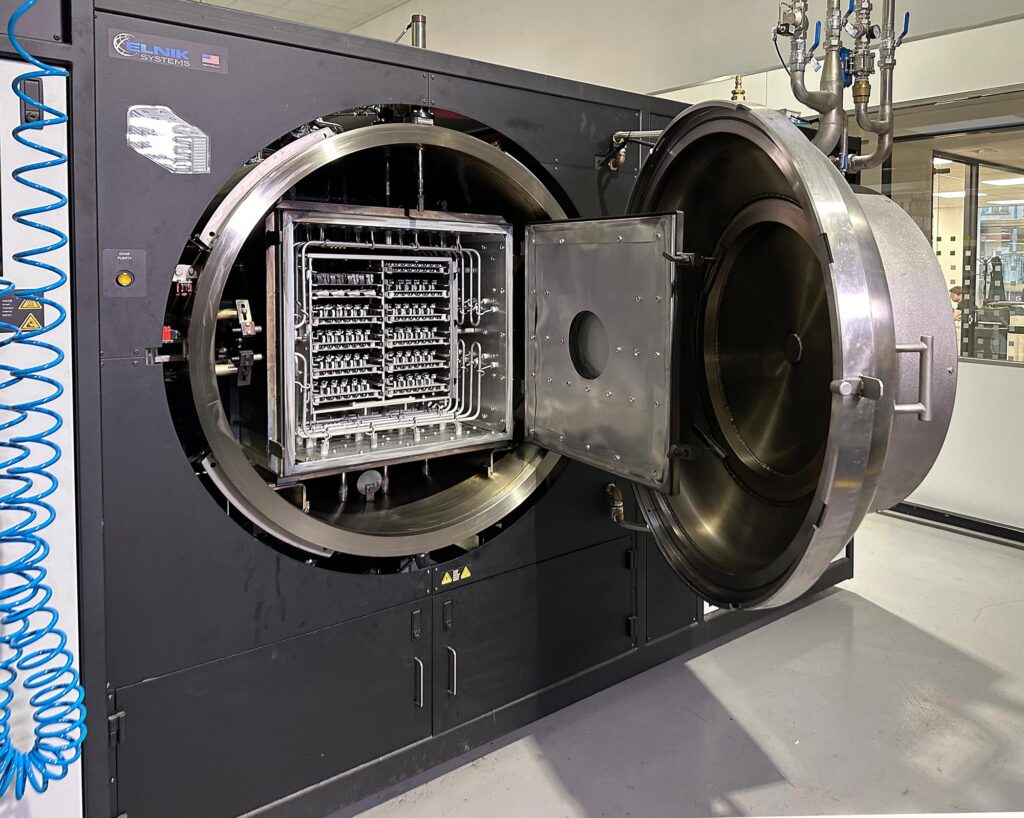
Piezas preparadas para sinterizar
La preforma resultante se somete entonces a un proceso de sinterización, en el cual se calienta a una temperatura lo suficientemente alta como para que las partículas de metal se cohesionen entre sí, formando una pieza sólida y densa. Durante este proceso, la pieza se reduce de tamaño y se densifica.
7. Acabado

Piezas obtenidas después del sinterizado
Finalmente, la pieza sinterizada puede someterse a operaciones de acabado adicionales y adquirir las propiedades mecánicas finales deseadas, como el tratamiento térmico, rectificado, pulido, recubrimiento u otros tratamientos superficiales según los requisitos específicos de la aplicación.
Aplicaciones del Metal Injection Moulding (MIM)
El Metal Injection Molding es una tecnología de fabricación de componentes metálicos altamente competitiva cuando se cumplen los siguientes requisitos:
- La pieza final es de tamaño pequeño
- La geometría de la pieza presenta un grado de complejidad relativamente alto
- El volumen de piezas a fabricar por año es elevado, y así la inversión necesaria en fabricación de moldes queda compensada.
El MIM se ha convertido en una técnica de fabricación ampliamente utilizada en una variedad de industrias debido a sus numerosas ventajas. Algunas de las aplicaciones más comunes del MIM incluyen:
- Componentes de precisión para la industria automotriz, como engranajes, válvulas y sistemas de combustible
- Componentes electrónicos, como conectores, contactos y carcasas de dispositivos
- Herramientas y equipos médicos, como instrumentos quirúrgicos y dispositivos de implantación
- Componentes de precisión para la industria aeroespacial, como válvulas de combustible y sistemas de control
- Piezas de desgaste y herramientas de corte para aplicaciones industriales.
Conclusiones
El Moldeo por Inyección de Metal es una técnica de fabricación versátil y eficiente que ha revolucionado la forma en que se producen las piezas metálicas de alta precisión y complejidad. Con sus numerosas ventajas, como la capacidad de producir piezas con formas intrincadas y tolerancias ajustadas, el MIM continúa siendo una opción atractiva para una variedad de industrias, desde la automotriz hasta la médica. Sin embargo, también es importante tener en cuenta sus desafíos y limitaciones, y evaluar cuidadosamente si es el método de fabricación adecuado para un proyecto específico. En última instancia, el éxito del Metal Injection Molding radica en encontrar el equilibrio adecuado entre costos, calidad y eficiencia de producción.